【硅胶模压成型】概述_工艺过程_优点_注意事项_常见问题
概述:模压成型是硅胶制品加工中广泛使用的方法,这种成型方法是一个劳动密集型的工艺,其使用的是固态硅胶原料,设备一般要用到开炼机和平板硫化机。需要手工放入硅胶原料和去除毛边,但需要的投资和投入的设备最少。本文将具体介绍这种成型工艺。
工艺过程:模压成型,又称压制成型或压缩成型,是一种橡塑材料的加工方法。在这个过程中,将橡塑原料(或预混料)放入已加热到成型温度的模具型腔中,然后模具闭模并施加压力,使橡塑原料在模腔内受热塑化、流动并充满模腔,最后固化成型。由于补强材料也要随橡塑原料流动,这需要较大压力才能实现,所以模压成型工艺的成型压力较其他工艺方法高,模压成型属于高压成型。模压成型工艺不仅可以用于热固性塑料,热塑性塑料和橡胶材料,还可以用于复合材料的制造。
硅胶制品的模压成型属于复合材料成型方法。在模压前硅胶原料,硅胶硫化剂,硅胶色母等材料需在开炼机上预混,出片,再称重,最后再放入金属对模加热、加压固化成型。这种工艺可用于生产结构件、连接件、防护件和电气绝缘件等硅胶制品。
对于硅胶模压工艺来说,模具温度和硫化时间是两个重要因素。模具温度主要取决于硫化剂,双二五一般温度需超过165oC才能硫化,铂金硫化剂硫化温度要高于120oC。硫化时间取决于很多因素,如模具温度,产品厚度,形状,基材的材质、材料的触变性、流变性、粘度和注塑性(压力/速度)。通常,在选择好设定温度度后,先用较长的硫化时间,然后再逐渐减少硫化时间,直至硅胶产品出现白点气泡等缺陷,然后再逐渐加温至产品正常成型,用这一方法找到合适的硫化时间。适池增加模温,可减少硫化时间,提高生产效率,但温度过高往往会造成不良率上升,一般情况下模温不应高过200oC。
优点:模压成型的优点是:
1、成型设备的造价较低,其模具结构较简单,制造费用通常比注射成型模具低。特别适合小规模生产。
2、可成型较大型平板状制品。模压所能成型的制品的尺寸仅由已有的模压机的合模力与模板尺寸所决定。
3、生产多色硅胶产品比较容易。
模压成型的缺点是生产效率较低,且有毛边,会浪费原料,不适合大规模高效生产的要求。
注意事项:硅胶模压成型的主要设备是平板硫化机,使用平板硫化机时南非注意以下几点:
- 操作压力不可超过额定的压力。
- 模具最小尺寸不可小于柱塞的直径。模具应放置在热板中部;应根据模具的大小及硫化时间调整工作液压力。
- 停止使用时应切断总电源。
- 运行时立柱螺母须保持拧紧状态,并定期检查是否有松动。
- 主机和控制箱要有可靠的接地。
- 各接点必须夹紧,定期检查是否有松动现象。
- 保持电器元件仪表清洁,各仪表不可撞击或敲打。
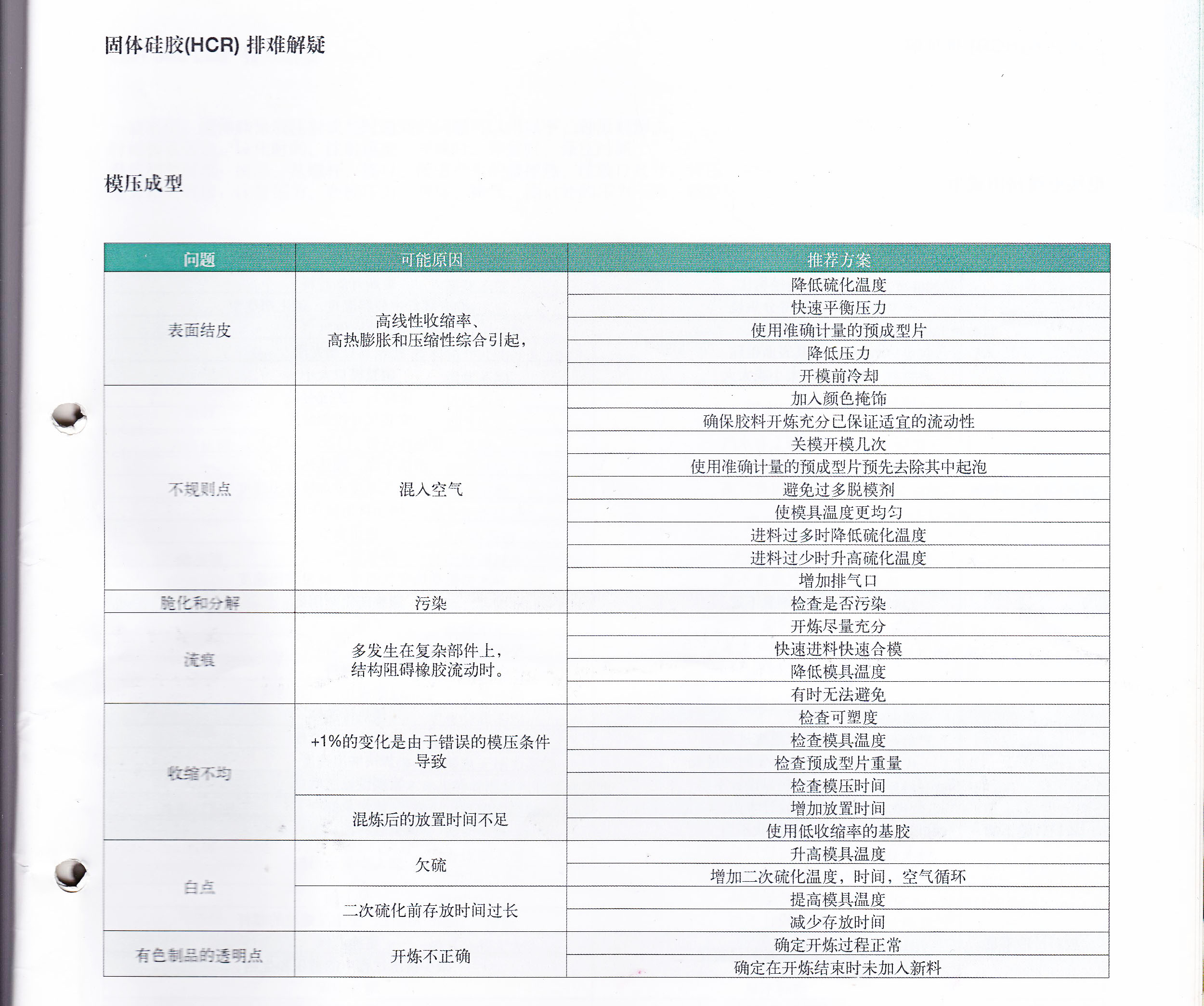
常见问题:硅胶模压成型常见问题原因和解决方案:
1、表面结皮
2、不规则点
3、脆化和分解
4、流痕
5、收缩不均
6、白点
7、有色硅胶制品的透明点
具体原因和解决方案见下表